Keep an eye on money flow that is about to start. I’m sure management will have a keen eye for where to put the new cash flowing in order to maximize profits in the most efficient way possible. There are two different shipping destinations possible, one for hi-grade and another for lower grade refractory ore. The direct smelt ship is not refractory to the extent that it needs flotation. Just look at the assays to see this.
You’ll recall the flow sheet link provided by BB for refractory ore. Here is a diagram of a flow sheet from the link:
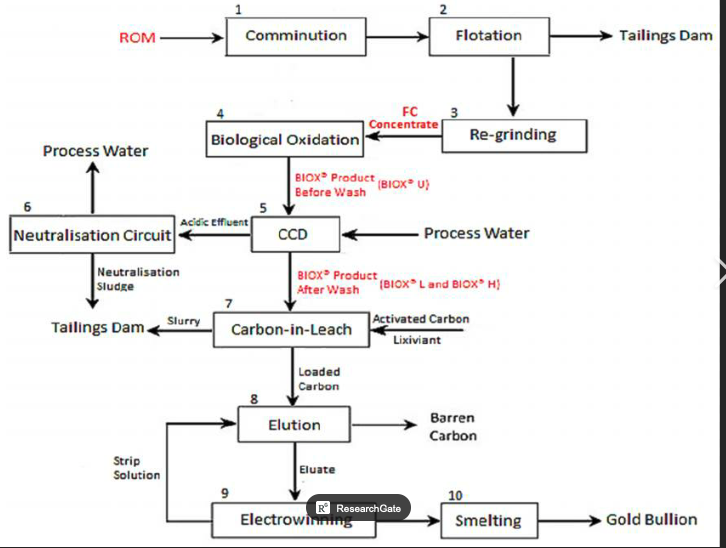
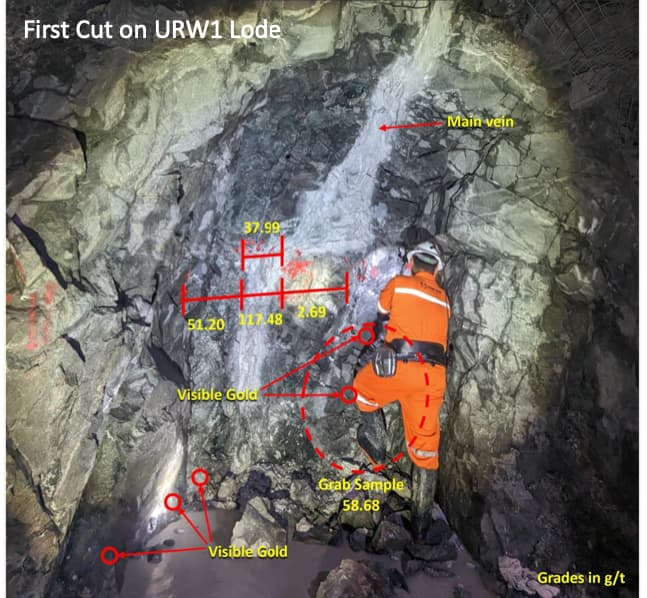
From the assays returned showing refractory ore with a hi percentage of CU, it is certain that a flotation circuit would greatly reduce the volume of ore to a concentrate, thus greatly reducing transportation costs. This will be weighed against the cost of financing a flotation circuit (recently estimated at $10 M) against shipping hi-grade gold ore directly to Coldeco’s newly updated smelters at only 10-cent per ton. The decision made was to direct ship high-grade minerals from the Don Luis vein for smelting. Several previous assays did not show the hi CU content of the refractory samples sent to Peru. Building a flotation plant will have to wait until financing has become feasible either from ramp-up of profits or 3rd party JV buy-in. Beneficiation will eventually be from gravitational concentration, but shipping refractory to the flotation facility for yields with concentrations under 20 g/t is still an objective and apparently part of the plan. I’d like to know what method is being used to separate and determine which facility will receive the ore. I find this image below may explain how visual determination is not straight forward. It is for illustrative purposes only and not from the ADL.
Auryn/Medinah - 2022 - 1st Half General Discussion - #104 by brecciaboy
16 samples were taken from the intersection of Shaft A and Level 2 of the Fortuna Mine/DL1 Vein. This is, unfortunately for SMFL, the spot where they ceased operations heading in a NNW direction. 11 came in at over 20 gpt gold, three at over 100 gpt gold and one at 1,220 gpt gold. If you take the arithmetic average of all 16 samples it comes in at an average of 116 gpt gold. If you toss out the 1,220 as a fluke sample, then the average becomes 40.6 gpt gold. Thus, the realistic “average” at this particular site, would be somewhere in between 40 and 116 gpt gold. But again, if all other >factors are equal, then this might present as a likely production site.
The question arises where is the greatest concentration of hi-grade non-refractory ore located that can be direct shipped to the smelter facility? Would gravitational beneficiation be of greatest benefit to reducing hauling costs for this ore? Will a Jumbo allow greater precision in determing hi-grade ore rather than blasting larger sections?
Gravity Recovery
Recovery of gold by gravity was the main method of gold recovery prior to the implementation of the cyanidation process around 1900.
…The recent development and industrial commercialization of highly efficient centrifugal gravity concentrators by two Canadian suppliers (Falcon and Knelson) has led to greatly improved gold recoveries by gravity separation, particularly finer gold particles, and this has revolutionized the industry over the last 30 years. The persistent efforts of the late professor André Laplante of McGill University, who worked in close collaboration with the supplier of one of the centrifugal concentrators over a period of two decades, convinced the gold mining industry of the value of incorporating gravity gold recovery in most milling circuits. Professor Laplante established a solid foundation for understanding gravity gold recovery in a Knelson concentrator (Figure 4) and for optimizing industrial gravity circuits.
Figure 4. View of a Knelson concentrator
The recovery of coarse gold by gravity separation enhances gold recovery by removing slow leaching gold grains prior to leaching, and it can also reduce capital costs by allowing for shorter leach residence time. In addition, gold that is recovered by gravity can be processed inexpensively to final bullion (often by direct smelting), so the diversion of gravity gold away from the CIP or CIL processes, where operating costs are higher, leads to an overall reduction in operating costs.
(https://www.com.metsoc.org/wp-content/uploads/2021/07/1-Highlights-of-the-Past-Five-Decades-of-Gold-Ore-Processing-in-Canada.pdf)
Note the right-hand side of this simplified Gravitational Circuit diagram compared to a Flotation Circuit. Eventually, both gravitational and flotation circuits may be incorporated to maximize efficiency and profitability.

The grade of the ore being shipped to the processing facility will be the key metric for profitability.
Reduced hauling costs of ore destined to the direct smelter has already been determined as announced in the latest announcement. “Adjusting to these circumstances, we’ll be extracting the mineral directly from the vein and transporting it to ENAMI for processing through Direct Smelting.”